
_2026-06-11_11-25-06.jpeg)


_2026-06-11_11-25-06.jpeg)


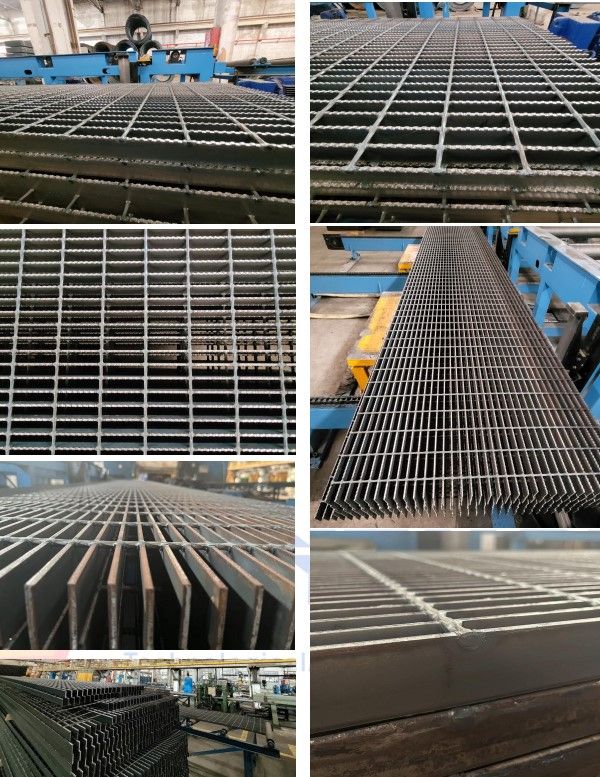
Автоматический сварочный станок для стальных решётчатых настилов (частотно-регулируемый, четыре стержня/электрода)
КОМПЛЕКТАЦИЯ
| 1 | Сварочный станок для стальных решётчатых настилов |
1) Толщина несущей полосы: 2–10 мм; 2) Диаметр витой поперечной полосы: 4–8 мм; 3) Ширина сварки: 600–1000 мм; 4) Длина сварки: 4000–7500 мм; 5) Шаг поперечных полос: 19–100 мм; 6) Шаг несущих полос: 12,5–50 мм; 7) Трансформатор станка: 2000 кВА; 8) Заводской трансформатор, который необходимо подготовить заказчику: не менее 2000 кВА; 9) Компоновка станка: инверторная; 10) Макс. сварочный ток: 300 000 А; 11) Скорость сварки: 16–28 поперечных полос/мин |
1 компл. |
В комплект входят: 1) Система правки; 2) Гидравлическая система; 3) Электрическая система управления; 4) Система водяного охлаждения (1 закрытая градирня и 1 чиллер). |
| 2 | Станок дисковой резки для решётчатых настилов |
1) Номинальная мощность: 52 кВт; 2) Потребная мощность: 52 кВт; 3) Несущая полоса: толщина 3–7 мм, высота 20–70 мм |
1 компл. | |
| 3 | Торцеватель поперечных полос | 1) Диаметр отрезного диска: 400 мм (подходит при толщине несущей полосы ≥2 мм для подрезки поперечных полос) | 1 компл. | |
| 4 | Стол боковой загрузки | / | 1 компл. | |
| 5 | Станок для формовки витой полосы | Диаметр: 4–8 мм | 1 компл. |
1. Основные технические показатели и основные функции
-
Габариты и масса оборудования
Размер: 30000 × 3000 × 3830 мм (без учёта гидравлической станции и станции электрического управления)
Масса: 22 тонны
-
Технологические параметры, описание производительности и функций
Номинальная мощность 2000 кВА Входное питание 3 фазы, 380 В, 50 Гц Максимальный ток короткого замыкания 300 кА Сварочный ток Частотно-регулируемый Скорость сварки 16–28 стержней/мин Продолжительность включения (ПВ) 50% Способ сварки Односторонняя двухточечная Количество и мощность выпрямительного трансформатора 2000 кВА × 1 шт. Размер стального решётчатого настила 7500 × 1000 мм Максимальное сечение поперечного квадратного прутка 10 × 10 мм Высота несущей полосы 20–100 мм Расстояние от торцов поперечного квадратного прутка и несущей полосы ≥30 мм Площадь сварки 3300 мм² Толщина несущей полосы 2–10 мм Длина несущей полосы ≤7500 мм Масса 22 тонны
-
Способ загрузки несущей полосы
Пачки несущих полос размещаются на подающей стойке; стойка приводится в движение двигателем и перемещается влево-вправо, что снижает трудоёмкость загрузки для оператора. Затем оператор вручную вставляет несущую полосу в распределительную гребёнчатую клемму. После загрузки несущей полосы гребёнчатые зажимы автоматически затягиваются, чтобы транспортировать несущую полосу к сварочному электроду и начать сварку. -
Способ загрузки поперечной полосы
Пачки поперечных полос поднимаются грузоподъёмным оборудованием и размещаются в загрузочной раме первого уровня, после чего оборудование автоматически выполняет двухступенчатое распределение материала для обеспечения стабильной выгрузки поперечной полосы. Механизм выгрузки поперечной полосы может регулироваться по высоте для повышения эффективности работы оборудования. Длина накопительной рамы для поперечных полос регулируется в диапазоне 800–1080 мм. -
Станок для подрезки торцов поперечной полосы
Сваренный стальной решётчатый настил автоматически подаётся роликами к расположенному позади оборудования станку для подрезки поперечной полосы. Подрезка поперечной полосы позиционируется по крайним несущим полосам с обеих сторон, и излишки поперечной полосы отрезаются пилением. После завершения подрезки заусенцы поперечной полосы с обеих сторон не должны превышать 1 мм на сторону. -
Способ выгрузки готового стального решётчатого настила
Выгрузка по одному листу. Стальной решётчатый настил, подлежащий резке, автоматически подаётся на отрезное оборудование. -
Механизм резки стального решётчатого настила
Сваренный стальной решётчатый настил автоматически подаётся роликами на конвейерную раму дискового отрезного станка, после чего производится первое позиционирование вручную. После того как транспортировочная тележка завершает захват, настил автоматически перемещается шагово и разрезается
Описание вспомогательного оборудования -
Система охлаждения
Включает основную закрытую градирню, промышленный чиллер и электрическую систему управления промышленным чиллером. В оборудовании применяется закрытая система охлаждения для обеспечения бесперебойного потока воды внутри станка и увеличения срока службы оборудования. Внешний чиллер используется для охлаждения циркулирующей воды внутри оборудования и повышения эффективности охлаждения. Охлаждающая часть оснащена устройством обратной связи по температуре: при слишком высокой температуре срабатывает сигнализация и указывается неисправный узел.Гидравлическая система
Используется сервогидравлическая станция для раздельной подачи давления на основной станок и механизм подрезки поперечной полосы. -
Описание способа установки
Оборудование размещается на ровной площадке. После выравнивания оборудование закрепляется на земле.
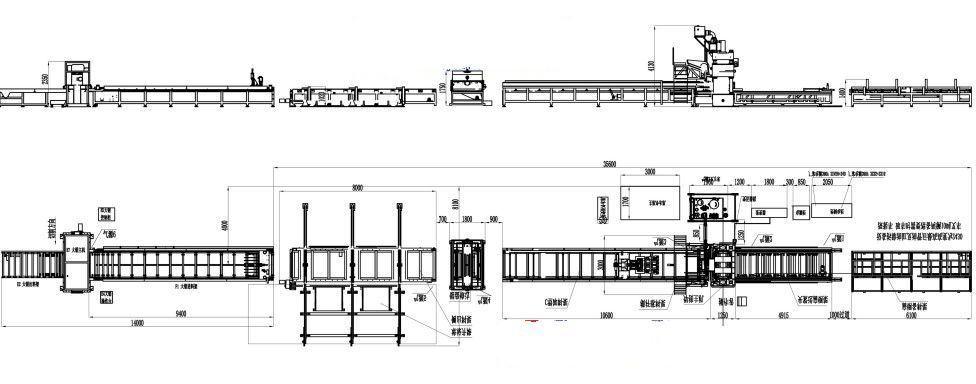
2. Линия по производству стального решётчатого настила включает в себя:
2.1) Сварочный основной станок;
2.2) Механизм подачи поперечной полосы;
2.3) Механизм зажима и подачи несущей полосы;
2.4) Механизм протяжки решётчатого настила;
2.5) Стеллаж для хранения несущих полос;
2.6) Механизм подрезки поперечной полосы;
2.7) Станок боковой выгрузки;
2.8) Механизм дисковой отрезной пилы;
2.9) Гидравлическая система;
2.10) Электрическая система управления;
2.11) Система водяного охлаждения;
2.12) Устройство аварийной сигнализации и т.д.
2.1) Сварочный основной станок


Он состоит в основном из четырёхстержневой конструкции, трансформаторной группы, узлов верхних и нижних электродов, компонентов гидравлической сварки под давлением, гребёнчатых гидравлических зажимов, двухстержневого поддерживающего механизма, формовочного механизма и т.д.
(1) Верхние и нижние балки четырёхстержневого корпуса, трансформаторный ящик и нижнее основание сварены из высококачественных толстых стальных листов, которые обладают превосходными механическими свойствами, малой деформацией во время работы, высокой жёсткостью и вязкостью;
(2) В трансформаторной группе используется специальный трансформатор для контактной сварки. Трансформатор состоит из высококачественных листов кремнистой стали с высокой магнитной проницаемостью, имеет внутреннее принудительное водяное охлаждение, а общая эпоксидная заливка катушки обеспечивает малую вибрацию, лучшую теплопроводность, большой выходной ток, низкое энергопотребление, высокий коэффициент мощности (высокий коэффициент использования мощности оборудования), высокий коэффициент безопасности, что гарантирует выполнение длительных сварочных работ, высокую выходную мощность, долгий срок службы и низкий уровень шума;
(3) Верхние электродные части: используются высококачественные, прочные и износостойкие хром-циркониевые медные электроды. Все электроды охлаждаются внутренним водяным каналом для снижения износа электродов, вызванного высокотемпературным нагревом при подаче тока на материал электродов, что обеспечивает срок службы электродов; нижний электрод изготовлен из высококачественной углеродистой стали после термической обработки и чистовой обработки для обеспечения срока службы;
(4) Компоненты гидравлической сварки под давлением: два главных масляных цилиндра используются в качестве источника давления; работа происходит быстрее, и они могут обеспечить достаточное давление для работы (сварки); масляный бак высокого уровня подаёт масло и накапливает масло при быстром движении главного масляного цилиндра;
(5) Гребёнчатый гидравлический зажим: с гидравлическим давлением в качестве зажимного усилия служит направляющей и выполняет функцию позиционирования во время ручной подачи, предотвращает наклон несущей полосы во время сварки для обеспечения качества сварки изделия;
(6) Двухстержневой поддерживающий механизм: в процессе сварки изделия поперечный квадратный пруток из загрузочной рамы перемещается на нижний электрод и обеспечивает расстояние между двумя поперечными квадратными прутками;
(7) Формовочный механизм: два ролика добавлены спереди и сзади оборудования для формовки стального решётчатого настила после сварки, чтобы предотвратить деформацию настила, и часть для выравнивания торцов для обеспечения формы конца настила. Масляный цилиндр формовочного механизма установлен с использованием специального метода монтажа для увеличения гидравлического давления.
2.2) Механизм подачи поперечной полосы

Принят способ ручного складирования и автоматической вторичной подачи для автоматической отправки поперечной полосы из большого накопительного бункера в бункер вторичного хранения, после чего поперечная полоса подаётся на два позиционирующих блока ползуна с помощью храпового механизма, а движущийся ползун отправляет квадратную сталь из позиционирующего блока в зону сварки основного станка для выполнения сварки. Данный механизм в основном состоит из храпового механизма, ролика с магнитным сердечником, механизма подачи поперечной полосы, бункера для хранения материала, передвижного стола, рамы и двухстержневого механизма подачи.
2.3) Механизм зажима и подачи несущей полосы


Механизм зажима и подачи несущей полосы состоит из рамы, зажимной и подающей тележки, выравнивающей перегородки, поддерживающего ролика и переднего прижимного ролика. Функция механизма зажима и подачи несущей полосы заключается в обеспечении предварительной подачи и предварительной раскладки материала для несущей полосы. Когда предыдущий стальной решётчатый настил сваривается, новая несущая полоса может быть размещена на этом механизме. После завершения сварки предыдущего настила несущая полоса, необходимая для следующего настила, подаётся непосредственно на электрод для нового цикла сварки, что позволяет значительно сократить время холостого хода оборудования и время, затрачиваемое на ручную раскладку несущей полосы на электрод основного станка в ходе данного процесса.
В зажимной и подающей тележке используется серводвигатель в качестве привода для обеспечения точности размера подачи. Тележка оснащена таким же гребёнчатым гидравлическим зажимом, что и «сварочный основной станок», что гарантирует отсутствие погрешностей и столкновений материала во время зажима. Выравнивающая перегородка на одном торце обеспечивает одинаковую длину торцов несущей полосы при её укладке. Четыре поддерживающих ролика удерживают стальной настил, предотвращая его падение в процессе зажима. Передний прижимной ролик прижимает стальной настил перед основным станком, предотвращая загибание несущей полосы вверх.
2.4) Механизм протяжки решётчатого настила

Этот механизм является основной частью, вспомогательной по отношению к основному сварочному станку. В его состав входят: протяжная тележка, механизм регулировки протяжного захвата по высоте, пневматический подъёмно-зажимной механизм, роликовые компоненты, рама и другие компоненты. Протяжная тележка оттягивает сваренный стальной решётчатый настил назад на определённый размер, ожидает второй сварки, после чего тянет и сваривает повторно в таком режиме до тех пор, пока весь настил не будет сварен, а затем отправляет готовый стальной решётчатый настил к механизму дисковой отрезной пилы для подрезки.
2.5) Стеллаж для хранения несущих полос

Стеллаж для хранения несущих полос включает в себя такие компоненты, как раму, тележку поперечного перемещения и толкающий ролик продольного перемещения. Его функция заключается в размещении связанных в пачки несущих полос на тележке стеллажа; при необходимости подачи материала тележка подводится и перемещается одновременно с раскладкой несущей полосы. После того как несущая полоса уложена, «механизм зажима и подачи несущей полосы» зажимает её, тележка продвигает несущую полосу вперёд, а прижимной роликовый узел уменьшает трение стального решётчатого настила о раму.
2.6) Механизм подрезки поперечной полосы

Механизм подрезки включает в себя раму, механизм регулировки по ширине и механизм регулировки по высоте. Механизм подрезки обрезает припуск поперечной полосы с обеих сторон сваренного стального решётчатого настила. В механизме подрезки используется принцип пиления и обрезки: позиционирование осуществляется по крайней несущей полосе, одновременно выполняется отрезка пилением, и лишняя поперечная полоса обрезается. Данный механизм подходит для исходной заготовки с толщиной несущей полосы ≥ 3 мм и длиной поперечной полосы 800–1000 мм. Отходы обрезанной поперечной полосы по воронке направляются непосредственно в ящик для сбора отходов за пределами оборудования, что удобно для очистки оборудования.
2.7) Станок боковой выгрузки
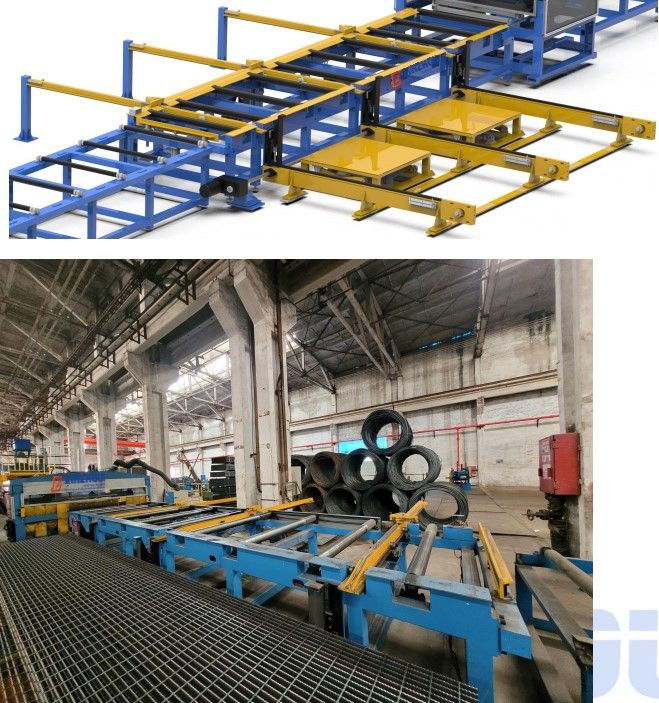
Исходный стальной решётчатый настил выгружается целиком с высокой производительностью, идеально соответствует скорости производственной линии и снижает трудоёмкость. Конструкция рамы устойчивая и долговечная. Вторичная выгрузка: станок может укладывать настил в 3 стопки. Станок управляется с помощью человеко-машинного интерфейса (HMI) и ПЛК (программируемого логического контроллера).
2.8) Станок дисковой отрезной пилы

Механизм продольной резки состоит из основного станка большой пилы, подающей тележки, подающей рамы, разгрузочной рамы, защитного кожуха и рамы для сбора отходов. Основной станок большой пилы оснащён 6 направляющими механизмами для обеспечения стабильности двигателя при движении вперёд-назад и повышения точности реза; главная балка оборудована подвижным пылезащитным механизмом для поддержания чистоты направляющих; высота главной балки регулируется по вертикали; оборудование работает стабильно, поверхность среза гладкая, используется высокоточная сервоподача. Внутри станины станка находится ящик для сбора отходов; после сбора отходов устройство можно переместить из-под станины под стеллаж для материалов, а затем извлечь и опорожнить сбоку от стеллажа, что облегчает обслуживание оборудования. Стеллаж для материалов основного станка состоит из стоек, направляющих и серводвигателей для обеспечения точности реза.
2.9) Гидравлическая система
Гидравлическая система обеспечивает сварочное давление для основного станка, а также подаёт давление для других операций. В основном она включает гидравлическую станцию, электромагнитный клапан, фильтр, переливной клапан, двигатель, масляный бак и масляный насос и т.д. Используется сервогидравлическая станция, которая является более энергоэффективной.
2.10) Электрическая система управления
Электрическая система управления соединяет действия всех частей оборудования, чтобы оно могло работать в соответствии с требованиями. В сочетании со среднечастотным инверторным контроллером время сварки и ток основного станка могут устанавливаться согласно требованиям. Система в основном состоит из ПЛК, сенсорного экрана, инверторного блока управления, блока управления сервогидравлической станции, главного электрического блока управления, пульта оператора и т.д.
2.11) Система водяного охлаждения
Система включает закрытую градирню, два чиллера и трубопроводы для охлаждения трансформатора, электродов, переходного медного блока и инверторного блока управления соответственно. В трубопроводе установлен независимый расходомер для распределения воды, а также монитор потока воды для контроля расхода воды, что обеспечивает нормальную работу оборудования.
2.12) Устройство аварийной сигнализации
Для запуска используется кнопочный выключатель во избежание повреждения продукции или травмирования персонала из-за неправильных действий сотрудников. Охлаждающая вода основного станка полностью изолирована от высоковольтного источника питания для обеспечения безопасности во время работы. В зонах высокого напряжения или опасных зонах оборудования размещены предупреждающие знаки опасности. Цветовое исполнение оборудования соответствует требованиям безопасности: основное оборудование — синее, движущиеся части — жёлтые, на направляющие колонны и масляные цилиндры установлены защитные кожухи, толщина стенок распределительного шкафа не менее 2 мм, все распределительные шкафы изготовлены из металла.
3. Условия эксплуатации / Рабочая среда
-
Электропитание: 380 В, 50 Гц, три фазы + нейтральный провод + провод заземления
-
Управляющее напряжение: 24 В
-
Мощность распределительной сети: 1000 кВА
-
Силовой кабель (медный провод) для сварочного станка стальных решётчатых настилов: 300 мм² × 3, нейтральный провод 50 мм², провод заземления 250 мм²
-
Температурные требования к системе охлаждения: 5–45 °C
-
Температура воды на входе: ≤ 30 °C
-
Давление источника воздуха: 0,6–0,8 МПа
-
Запрет на размещение вблизи источников высокой частоты
-
Запрет на размещение в местах с химическими веществами
Технические решения
Станок для формовки витой полосы
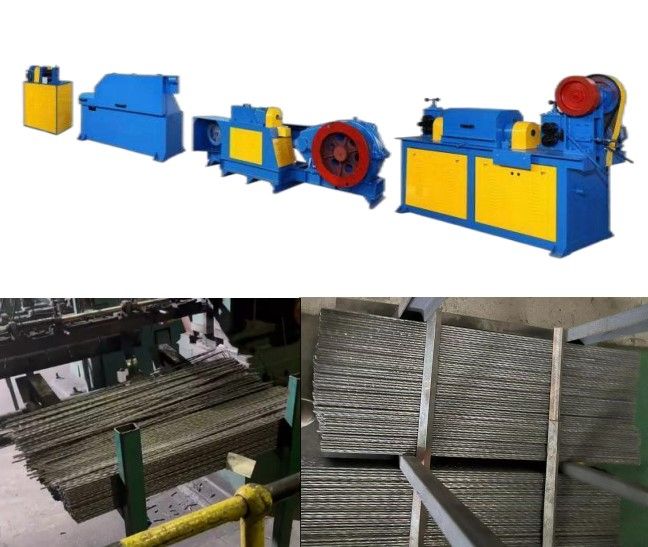
Технологическая цепочка: Заострение конца — Шелушение/удаление окалины — Станок для формовки витой полосы — Правильно-отрезной станок
-
Доступен диаметр 4–8 мм
-
Гидравлическая отрезка
Станок для заострения конца используется для прокатки кончика круглой стали для обеспечения плавного входа в станок. Станок оснащён двигателем мощностью 3 кВт и обрабатывает пруток диаметром от 4 до 12 мм.

| Количество роликов | 2 |
| Диаметр проволоки на входе | Φ4–Φ12 мм |
| Мощность двигателя | 3 кВт |
| Масса | 165 кг |
Станок для удаления окалины состоит из 4 комплектов шелушильных роликов, которые используются для снятия оксидного слоя с проволоки. Очищенная проволока с блестящей поверхностью также способствует лучшему качеству сварки.

Волочильный станок используется для превращения круглого прутка в квадратный с последующим скручиванием. Крутящий момент может регулироваться с помощью частотного преобразователя. Данный станок инверторного типа позволяет изготавливать конечную продукцию диаметром 4 мм, 6 мм и 8 мм.

| Диаметр проволочной катушки | Φ600 мм |
| Мощность двигателя | 22 кВт-4 |
| Способ управления | Частотно-регулируемый |
| Редуктор | JZQ650 |
| Скорость | 0–25 м/мин |
| Интервал скручивания | Регулируется преобразователем частоты |
| Диаметр | 6, 8, 10 мм |
Правильно-отрезной станок для витой полосы используется для правки и резки витого прутка в размер по длине.

| Диаметр | Φ5–Φ12 мм |
| Длина резки | 300–4500 мм |
| Скорость вращения правильных роликов | 2300 об/мин |
| Скорость правки | 15–25 м/мин |
| Мощность двигателя | Y160M-4, 11 кВт |
| Мощность отрезного двигателя | Y90L-4, 1,5 кВт |
| Габариты основного станка | 2100 × 900 × 1500 мм |
| Масса оборудования | 920 кг |
| Габариты стеллажа для материала | 3000 × 350 × 400 мм |
| Масса стеллажа для материала | 50 кг |