







Предложение включает в себя полную линию волочения проволоки:
Линия прямоточной волочильной машины: Φ5,0 мм → Φ1,0–2,0 мм:
- Гидравлическое верхнее разматывающее устройство (петлеобразователь): 1 шт.
- Механическая установка удаления окалины 8BK: 1 шт.
- Ленточно-шлифовальный станок + пылеуловитель: 1 шт.
- Прямоточная волочильная машина (18,5 кВт/блок): 1 шт.
- Приёмное устройство (мотопостав) с катушкой S800/1000: 1 шт.
Линия прямоточной волочильной машины: Φ5,0 мм → Φ1,0–2,0 мм
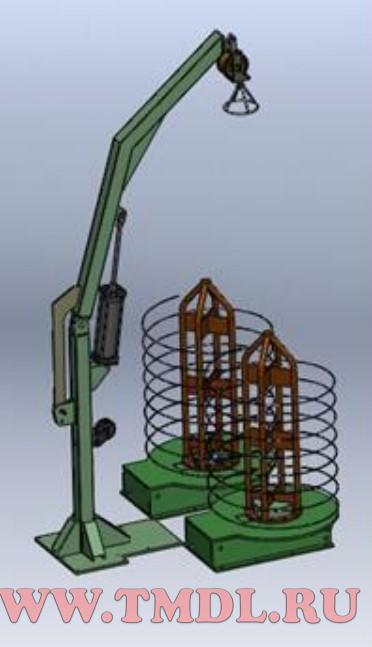
ГИДРАВЛИЧЕСКОЕ ВЕРХНЕЕ РАЗМАТЫВАЮЩЕЕ УСТРОЙСТВО (ПЕТЛЕОБРАЗОВАТЕЛЬ)
- Описание
Разматывающее устройство состоит из основания, швеллерной рамы, качающейся стрелы и направляющего ролика. Оно специально разработано для совместной работы с приёмными катушкодержателями моталок. Высокое расположение конструкции обеспечивает плавную подачу проволоки без спутывания витков. Несколько роликов служат для направления проволоки от разматывателя к волочильному стану. Проволока проходит через качающуюся стрелу и направляющий ролик и под действием натяжения поступает в последующую волочильную машину. Твёрдость направляющего ролика — HRC ≥ 60. Разматыватель также оснащён конечным выключателем аварийной остановки при обрыве проволоки.
- Основные параметры
|
Грузоподъёмность (на одну катушку) |
2,5 т |
|
Диаметр проволоки |
≤ Φ5,0 мм |
|
Обрабатываемый материал |
Низкоуглеродистая стальная проволока |
|
Скорость размотки |
Макс. 3 м/с |
|
Габаритные размеры (Д×Ш×В) |
1100 мм × 340 мм × 2500 мм |
МЕХАНИЧЕСКАЯ УСТАНОВКА УДАЛЕНИЯ ОКАЛИНЫ 8BK
1. Описание
Установка удаления окалины сварена из стального листа толщиной 16 мм. В нижней части установлено устройство для сбора ржавчины (окалины). Два блока окалиноломающих роликов закреплены на плите вертикально. Ролики изготовлены из легированного материала. Проволока последовательно проходит через блоки горизонтальных и вертикальных роликов, затем разворачивается на 180°, в результате чего окалина осыпается и попадает в сборную тележку.
2. Основные параметры
|
1 |
Наименование и модель машины |
Механическая установка удаления окалины 8BK |
|
2 |
Диаметр входящей проволоки |
Φ5,0 мм |
|
3 |
Материал входящей проволоки |
Углеродистая сталь |
|
4 |
Материал окалиноломающих роликов |
Легированная сталь |
|
5 |
Рабочий диаметр окалиноломающих роликов |
7 шт. × Φ75 мм + 1 шт. × Φ107 мм |
|
6 |
Количество окалиноломающих роликов |
7 + 1 (всего 8) |
|
7 |
Управление |
Частотное регулирование |
|
8 |
Максимальная скорость проволоки |
2,5 м/с |
ЛЕНТОЧНО-ШЛИФОВАЛЬНЫЙ СТАНОК (С ПЫЛЕУЛОВИТЕЛЕМ)
1. Описание
Рама станка выполнена из конструкционных элементов, имеет форму длинного квадратного корпуса. Оборудование состоит из шпинделя, поворотного диска, силового привода, правильного устройства, защитного кожуха и пылеуловителя.
Принцип работы: Абразивная лента установлена на поворотном столе и совершает вращательное и орбитальное движение. Лента, установленная в нужном положении, постоянно прилегает к поверхности проволоки. Натяжение и ослабление ленты, а также загрузка/выгрузка ленты и заправка проволоки осуществляются регулировкой эксцентрикового вала. Регулировка пружины рычага эксцентрикового вала позволяет изменять натяжение абразивной ленты.
Главный привод использует два частотно-регулируемых двигателя мощностью 5,5 кВт каждый, которые через ременную передачу вращают шпиндель. Поворотный стол соединён со шпинделем болтовым соединением, что обеспечивает удобство технического обслуживания и демонтажа.
Управление станком осуществляется автоматически по PLC-программе во взаимосвязи с основным оборудованием линии, при этом станок также может переключаться в режим независимого управления. Очистка поверхности стальной проволоки от ржавчины через ленточно-шлифовальный станок полностью соответствует требованиям для последующего нанесения покрытия. Абразивная лента — импортная, из циркониевого корунда или керамическая.
2. Основная конструкция
|
Элемент |
Описание |
|
2.1 Рама |
Сварена из стального листа |
|
2.2 Шпиндель |
Установлен на большом подшипниковом основании. Конструкция выполнена в форме вала с выступающими концами: средняя часть — для ввода мощности, на обоих концах вала установлены поворотные столы. Шпиндель оснащён пневматическим тормозом зажимного типа |
3. Основные параметры
|
1 |
Наименование станка |
Ленточно-шлифовальный станок |
|
2 |
Диаметр проволоки |
Φ5,0 мм |
|
3 |
Рабочая скорость |
2,0 м/с |
|
4 |
Количество лент |
2 шт. |
|
5 |
Скорость движения ленты |
8,8 м/с |
|
6 |
Мощность главного двигателя |
2 × 5,5 кВт (частотно-регулируемые) |
|
7 |
Зернистость ленты |
80–120 |
|
8 |
Размер ленты |
Ширина 280 × Длина 1250 мм |
|
9 |
Материал абразивной ленты |
Циркониевый корунд |
|
10 |
Система управления |
Программируемый логический контроллер (PLC) + управление от главной ЭВМ |
|
11 |
Смазка |
Ручная, глицериновая смазка |
ИМПУЛЬСНЫЙ ПЫЛЕУЛОВИТЕЛЬ ДЛЯ ЛЕНТОЧНО-ШЛИФОВАЛЬНОГО СТАНКА
Технические параметры
|
1 |
Наименование |
Импульсный пылеуловитель |
|
3 |
Производительность по воздуху |
2664 м³/ч |
|
4 |
Площадь фильтрации |
34 м² |
|
5 |
Двигатель |
3 кВт |
|
6 |
Габаритные размеры |
1,3 м × 1 м × 2,8 м |
|
7 |
Объём пылесборного бункера |
50 л |
|
8 |
Фильтрующие элементы |
4 шт. |
|
9 |
Эффективность очистки |
> 99,5 % |
|
10 |
Уровень шума |
< 75 дБ(А) |
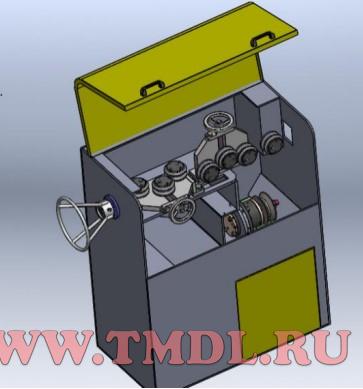
ПРЯМОТОЧНАЯ ВОЛОЧИЛЬНАЯ МАШИНА
1. Технические параметры
|
1 |
Наименование |
Прямоточная волочильная машина |
|
2 |
Модель |
LZ3/560+9/450 (всего 12 блоков) |
|
3 |
Диаметр входящей проволоки |
Φ5,0 мм |
|
4 |
Диаметр готовой проволоки |
Φ1,0; 1,2; 1,4; 1,6; 1,8; 2,0 мм |
|
5 |
Предел прочности сырья при растяжении |
≤ 450 МПа |
|
6 |
Общая степень обжатия |
≤ 96 % |
|
7 |
Средняя степень обжатия |
≤ 23,5 % |
|
8 |
Напряжение |
По требованию заказчика |
|
9 |
Максимальная расчётная скорость |
1,0 мм: 15 м/с; скорость также зависит от качества проволоки, волочильных фильер и порошка |
|
10 |
Мощность главного двигателя |
18,5 кВт × 12 = 222 кВт |
|
11 |
Производительность |
1,0 мм: 265 кг/ч (при КПД 80 %) |
2. Описание конструкции и система управления
2.1 Конструкция рамы
Рама волочильной машины выполнена в виде прочной сварной коробчатой конструкции. Все исходные материалы (стальной лист, двутавр, уголок и т. д.) имеют глубину коррозии поверхности ≤ 0,3 мм. Основание, столешница и вертикальные панели изготовлены из толстого горячекатаного листа, внутри усилены толстыми стальными рёбрами жёсткости. Поверхность стальных листов и профилей проходит антикоррозионную обработку, после сварки производится снятие внутренних напряжений, затем механическая обработка, что обеспечивает стабильность и жёсткость рамы, соответствие требованиям высокоскоростного волочения и гарантирует отсутствие вибраций оборудования при высокоскоростном волочении или тяжёлых нагрузках. Впускной и выпускной дренажные трубопроводы, а также кабели проложены внутри рамы машины.
2.2 Волочильный шкив (капстан)
- Диаметр: Φ560 мм и Φ450 мм
- Материал: сталь ZG45, поверхность наплавлена, толщина наплавки > 5 мм, шероховатость поверхности < Ra0,8, твёрдость HRC 55, внутренняя часть шкива обработана методом цинкоалюминиевого коррозионно-защитного напыления. Срок службы шкива — более 22000 часов.
- После окончательной сборки допуск радиального биения волочильной части составляет ≤ 0,10 мм; водяное кольцо и стенка подшипника обработаны эпоксидной грунтовкой; устойчивы к коррозии, без образования накипи.
- После последнего блока установлены натяжное устройство и правильное устройство.
2.3 Охлаждение шкива
На главном валу шкива неподвижно установлена верхняя спиральная водяная рубашка, снизу находится водяное колесо. Шкив установлен на шпинделе, нижняя часть водяной рубашки и внутренняя стенка шкива образуют водяную полость объёмом 10–15 мм. Циркуляционная охлаждающая вода поступает из верхней части водяной рубашки к внутренней стенке шкива, водяная полость заполняется охлаждающей водой, которая обеспечивает достаточное охлаждение намотанной стальной проволоки. При вращении шкива спиральная канавка поднимает охлаждающую воду вверх, затем вода стекает вниз по стенке шкива и выводится через верхнее выпускное отверстие, образуя хорошую циркуляционную систему водяного охлаждения.
Снаружи стенки шкива используется узконаправленное воздушное охлаждение со скользящей подачей воздуха, воздух выдувается через зазор воздушного кольца шпиндельной стойки под определённым углом к основанию шкива, что обеспечивает прямое охлаждение проволоки и шкива. Такой способ по сравнению с традиционным воздушным охлаждением даёт лучший эффект охлаждения, кроме того, поскольку воздушный поток направлен вверх, это исключает попадание воздуха на оператора.
2.4 Фильерная коробка
2.4.1 Фильерная коробка первого блока
Фильерная коробка первого блока — вращающегося типа. Вращающаяся фильерная коробка позволяет снизить износ фильеры. Сбоку от натяжного ролика фильерной коробки установлен двигатель мощностью 0,75 кВт. Передача мощности к фильерному узлу осуществляется через червячный редуктор, что обеспечивает долговечность фильеры и допуск проволоки.\
2.4.2 Остальные фильерные коробки (обычные фильерные коробки)
Остальные фильерные коробки — сварной конструкции, разделены на переднюю и заднюю полости. На входе установлен направляющий ролик для обеспечения попадания проволоки в волочильную фильеру. Фильеродержатель должен быть отрегулирован таким образом, чтобы проволока входила по касательной к шкиву. Натяжной ролик установлен на входной стороне фильеродержателя, привод натяжного ролика осуществляется малым цилиндром. Качание натяжного ролика вызывает соответствующий электрический сигнал с датчика для точной регулировки скорости. Натяжение проволоки натяжным роликом регулируется изменением давления воздуха, диапазон давления 0,15–0,6 МПа.
2.5 Тип привода
Используются высокоэффективные узкие клиновые ремни + редуктор с твёрдой поверхностью зубьев или двухступенчатый высокоэффективный комбинированный ремень. Режим работы — 24 часа непрерывно, уровень шума ≤ 82 дБ.
2.6 Тип управления и комплектация
Вся система использует частотное регулирование переменного тока, управление PLC + полевой шиной + 10-дюймовый цветной сенсорный экран, в комплекте с электрическим шкафом. Система использует адаптивное управление, позволяющее автоматически регулировать изменение скорости при смене диаметра проволоки для обеспечения непрерывности процесса волочения.
2.7 Режимы работы оборудования
Каждый шкив может работать отдельно, а также может быть запущена вся машина в целом. После запуска всей машины она работает на низкой скорости, затем скорость повышается до стабильной. Также возможна работа машины в режиме левой или правой связанной работы. Скорость связанной работы всей машины задаётся кнопками увеличения/уменьшения скорости на главной панели управления.
Время торможения: нормальное ≤ 30 с, быстрое ≤ 10 с, экстренное ≤ 5 с.
Вся машина может работать в режиме одиночного пуска, толчкового режима, связанного режима, непрерывного режима заданного блока, с пропорциональной настройкой. Обрыв проволоки при нормальной, быстрой или экстренной остановке не происходит.
2.8 Безопасность
Оборудование оснащено тросовым выключателем аварийной остановки, на главной панели управления установлена кнопка аварийной остановки, аварийная остановка осуществляется режимом торможения двигателя. При работе в толчковом режиме оборудование может работать только на низкой скорости, настройки толчкового режима регулируются. Автоматическая остановка при обрыве проволоки. При необходимости пропуска одного или нескольких шкивов функция отключается, пропускаемый шкив останавливается в течение 5 секунд. При открытом защитном кожухе или при не сброшенной фиксации длины запуск невозможен.
2.9 Прочие функции
Оснащено счётчиком длины с двойной предустановкой. Вся машина имеет вакуумную систему для очистки от пыли и волочильного порошка, что обеспечивает защиту волочильной машины.
3. Электрооборудование
Центральный электрический шкаф управления: герметичный шкаф с функцией вентиляции, фильтрации, защиты от влаги и пыли. В центральном шкафу установлены главный выключатель, PLC, частотные преобразователи. Каждый микропроцессор инвертора выполнен по стандарту последовательной связи и защищён от внешних воздействий, включает релейные контактные элементы, лампы и розетку на 220 В. На двери центрального шкафа: рукоятка главного выключателя, трёхфазный переключатель, общий вольтметр, общий амперметр, амперметры для каждого двигателя переменного тока, розетка 220 В и гнездо для подключения ПК для проверки последовательности работы.
Главная операторская панель — вертикальная, сварена из стального листа, закреплена болтами между блоками волочильной машины и моталкой.
Компоновка панели:
- Сенсорный экран обеспечивает связь с электрооборудованием в центральном шкафу. Рабочие параметры и данные могут вводиться через сенсорный экран и изменяться в пределах установленных прав доступа. В процессе работы на экране отображаются различные данные для контроля оператором.
- Кнопки управления: управление всей волочильной линией — «Вкл./Выкл.» (работа/готовность), «Пуск», «Стоп», «Аварийная остановка», «Вкл./Выкл. освещения».
- Панель управления оператора
Панель управления установлена на передней части шкафа шкива. На панели размещены переключатели, кнопки, клапаны: «Пуск», «Стоп», «Быстрая остановка», «Аварийная остановка», «Толчковый режим вперёд», «Связанная работа вперёд/назад», «Толчковый режим назад», «Регулировка натяжителя», «Манометр», «Регулировка рычага натяжения». Данные функциональные органы управления обеспечивают безопасную и надёжную работу волочильной линии.
ПРИЁМНОЕ УСТРОЙСТВО (МОТАЛКА)
|
1 |
Диаметр проволоки |
мм |
Φ1,0–2,0 |
|
2 |
Грузоподъёмность |
кг |
1000 |
|
3 |
Диаметр катушки |
мм |
800/1000 |
|
4 |
Мощность двигателя |
кВт |
18,5 |
|
5 |
Максимальная скорость |
м/с |
15 |
|
6 |
Система передачи |
- |
Использует V-образный ремень, обладает преимуществами: низкий уровень шума, высокая эффективность передачи, высокая перегрузочная способность, высокая ремонтопригодность. |
|
7 |
Рама |
- |
Рама выполнена из прочной сварной конструкции, глубина коррозии поверхности всех материалов менее 0,3 мм. Поверхность обработана антикоррозионным покрытием, сварные узлы прошли нормализацию для снятия сварочных напряжений, что обеспечивает точность и прочность узлов. |
|
8 |
Раскладка |
- |
Винтовая раскладка проволоки, высокая точность |
|
9 |
Прочее |
- |
Пневматическое зажимное устройство. Имеется панель управления. |