




НЕОБХОДИМО ПОДТВЕРДИТЬ ЧЕРТЕЖИ!
Блок-схема технологического процесса
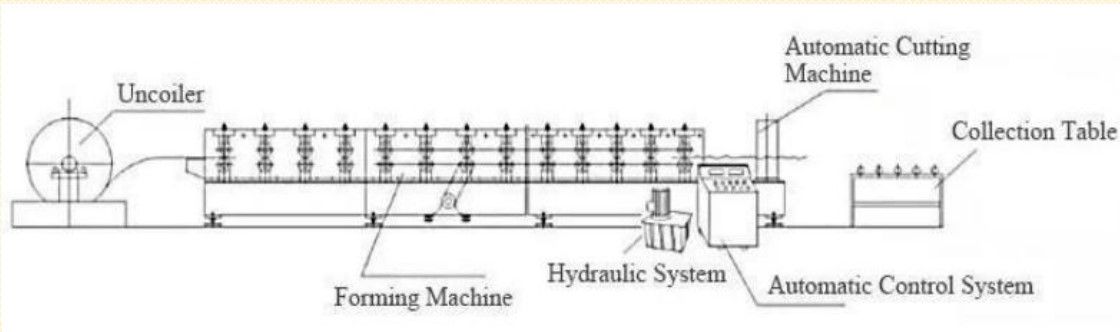
Размотка → Подача → Профилирование (холодная гибка) → Управление через ПЛК (программируемый логический контроллер) → Резка в размер → Приёмка / Съём готовой продукции
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Напряжение | 380 В, 50 Гц, 3-фазное |
| Толщина листа | 0,5 мм (PPGI) |
| Производительность | 15 м/мин |
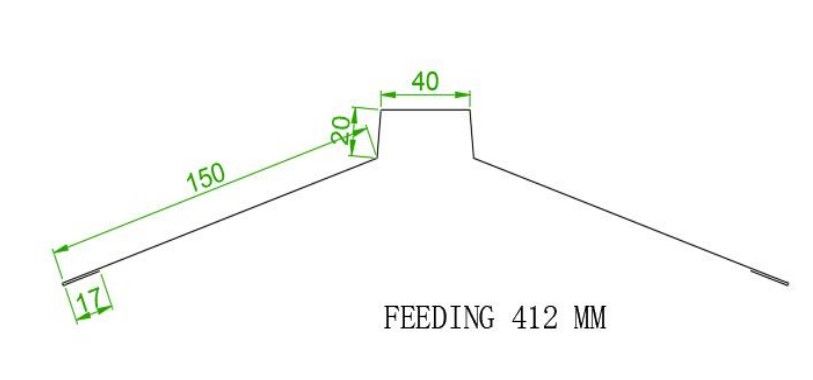
| Ширина материала | 412 мм |
| Бренд ПЛК | Delta |
| Тип резки | Профильная, заданной длины |
| Тип рулона | PPGI |
| Количество клетей стана | 13 рядов |
| Вал | 70 мм, цельный |
| Рама | H-образная балка 300 мм |
| Соединительная плита | Сталь 16 мм |
| Материал роликов | Сталь 45 высокого качества, с твердым хромированием |
| Цепь | 1 дюйм |
| Мощность двигателя | 4 кВт |
| Гидравлическая мощность | 4 кВт |
| Габаритные размеры (примерно) | 5,6 м × 1,5 м × 1,2 м |
| Общий вес (примерно) | 2,2 т |
ДЕТАЛИ
Ручной разматыватель
Назначение: Используется для поддержки стального рулона и его размотки непрерывным способом. Размотка стального рулона происходит автоматически.
Грузоподъемность: 1,5 т
Внутренний диаметр рулона: 450-508 мм

Направляющее устройство
Использует направляющую балку и ползун (суппорт) для контроля ширины и положения стальной полосы. Установлен предварительный нож для резки полосы перед профилированием, что позволяет экономить материал.

Система профилирования (роликовой гибки)
Материал роликов: Сталь 45.
Обработка роликов: Полировка поверхности, нанесение твердого хромирования. Отполированная поверхность и термообработка штампов (роликов) обеспечивают гладкость формующегося листа и предохраняют его от повреждений при штамповке.

Режущее устройство
A. Использует резку после гибки (отрезку в размер). Материал режущих лезвий – сталь Cr12, прошедшая закалку. После резки отходы материала отсутствуют.
B. Используется сварная рама для обеспечения высокой жесткости.
C. Режущее действие приводится в действие от гидростанции (гидравлической станции), что гарантирует точность резки, низкий уровень шума и длительный срок службы.

Гидравлическая система
Управляется с помощью шестеренного масляного насоса. После заполнения гидравлическим маслом гидравлического бака (бака гидросистемы) насос приводит в действие режущее устройство для начала работы.

Система управления на ПЛК
Длина целевой детали регулируется, и ее значение задается в цифровом виде. Режим вычисления имеет два вида: автоматический и ручной. Система проста в управлении и эксплуатации.
ПЛК: Delta

Приемный стол
Предназначен для съема готового профиля (конькового элемента).
